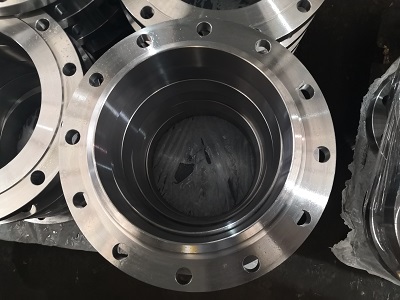
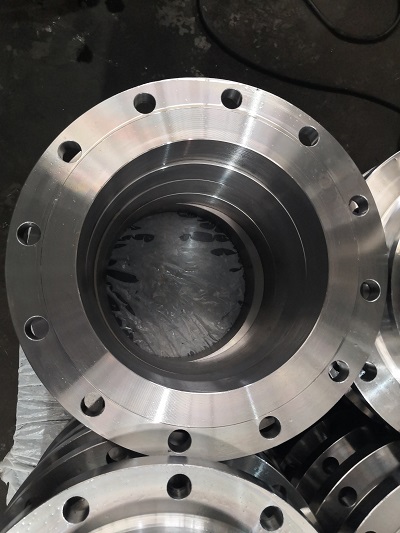

PN10 DN250 Kaynak Boyunlu Flanşlar
ek olarak flanş dikkate alınan flanş veya flanş olarak. O faz boruları borulara bağlayan. Tüp ucuna bağlanır. Flanş üzerinde delikler vardır ve iki flanşın sıkıca bağlanması için cıvatalar takılabilir. Flanşlar contalıdır. Flanşlı boru bağlantı parçaları, flanşlı (flanşlı veya eklemli) boru bağlantı parçalarıdır. Döküm, dişli veya kaynak yapılabilir. flanş bağlantıları (flanş, bağlantı) normal bir çift flanş, bir conta ve birkaç cıvata ve somundan oluşur. Conta bulunan sızdırmazlık arasında zemin iki flanştan. Somunu sıktıktan sonra, eşsiz üzerinde stres zemin gerçekleştirildikten sonra conta deforme olacaktır. süper değer ve düzensiz bölüm sızdırmazlık zemin doldurulacak, böylece bağlantı sıkı olacak ve artık sızdırmayacak. Bazı boru bağlantı parçaları ve aletler onların çok kişisel flanş, ayrıca flanş bağlantısına aittir. Flanş bağlantısı bir hayati boru hattı yapımında bağlantı modu.
flanş bağlantısı mevcut kullanmak ve yüz yüze olabilir devasa basınç. flanş bağlantısı özellikle endüstriyel boru hattında kullanılır. Evde, boru çapı küçüktür ve düşük basınçtır, artık görülen flanş bağlantısı. Bir kazan dairesinde veya bir imalathanede iseniz flanşlı borular ve aletler her yer.
bu sebep flanşın sıkı bir şekilde kapatılması ve boru bağlantısının bağlantısının sızdırmaz hale getirilmesidir. flanş genellikle eskiden bir faz sıkı borular, boru bağlantı parçaları vb. ve kale sızdırmazlık sıradan düzenli temel verim boru bağlantı parçaları; Flanş sökülebilir, demonte edilebilir sergilemek boru durumunda. Flanş korozyon direncini, asit ve alkali direncini azaltmak, su korumada kullanılabilir, elektrikle çalışan güçle çalışan güçle çalışan güç, güç istasyonu, boru bağlantı parçaları, endüstri, stres gemileri ve süper bakış açıları.
Paslanmaz çelik flanş kazan stres gemileri, petrol, kimya, gemi yapımı, ilaç, metalurji, makine için kullanılabilir, elementler Ve harika endüstriler, bu mevcut ile seçenek A alan boru hattı. sökmek için uygun bir belli olmak boru durumunda. Flanş korozyon direncini, asit ve alkali direncini azaltmak, su korumada kullanılabilir, elektrikle çalışan güçlendirilmiş güç, güç istasyon, boru bağlantı parçaları, endüstri, basınç gemiler ve özel bakış açıları.
Paslanmaz çelik flanş kazan stres gemileri, petrol, kimya, gemi yapımı, ilaç, metalurji, makine için kullanılabilir, içindekiler Ve eşsiz endüstriler, bu elde ile seçenek A bölüm boru hattı.
PN10 DN250 Kaynak Boyunlu Flanşların birçok avantajı ve özelliği vardır.
Basınç Değeri:PN10 DN250 Kaynak Boyunlu Flanşların Avantajları:
Yüksek Basınç Direnci: PN10 derecesi, bu flanşların maksimum 10 bar çalışma basıncına dayanabileceğini ve bu flanşların yüksek basınçlı uygulamalar için uygun olduğunu gösterir.
Artırılmış Güvenlik: WeldNeck flanşlar, mükemmel takviye sağlayan ve yüksek basınç koşullarında sızıntı veya arıza riskini azaltan uzun konik bir göbeğe sahiptir.
Geliştirilmiş Akışkan Akışı: Flanştan boruya yumuşak geçiş türbülansı ve basınç düşüşünü azaltarak verimli akışkan akışı sağlar.
Artırılmış Mukavemet: Bu flanşlar, yüksek mekanik strese ve titreşime dayanacak şekilde tasarlanmıştır ve bu da onları zorlu endüstriyel ortamlar için uygun hale getirir.
Kolay Hizalama: WeldNeck flanşlarının Boynu, kurulum sırasında boruların kolayca hizalanmasını sağlayarak güvenli ve sızdırmaz bir bağlantı sağlar.
Dayanıklılık: PN10 DN250 Kaynak Boyunlu Flanşlar tipik olarak karbon çeliği, paslanmaz çelik veya alaşımlı çelik gibi sağlam malzemelerden yapılır ve aşındırıcı veya yüksek sıcaklıktaki ortamlarda uzun süreli performans sağlar.
Çok yönlülük: WeldNeck flanşlar, çeşitli borular ve uygulamalarla uyumlulukları nedeniyle petrokimya, petrol ve gaz, su arıtma ve enerji üretimi dahil olmak üzere çok çeşitli endüstrilerde kullanılabilir.
PN10 DN250 Kaynak Boyunlu Flanşların Üretim Süreci:
Malzeme Seçimi: Uygulama gereksinimlerine göre karbon çeliği, paslanmaz çelik veya alaşımlı çelik gibi uygun malzemeler seçilir.
Kesim: Seçilen malzeme, flanşın çapı, kalınlığı ve boyun uzunluğu özellikleri dikkate alınarak gerekli ölçülerde kesilir.
Şekillendirme: Kesilen malzeme daha sonra ısıtılır ve bir dövme veya döküm işlemi kullanılarak istenen flanş şekline getirilir. Kaynak boynu, uygun hizalama ve sağlamlığı sağlamak için dikkatlice şekillendirilmiştir.
İşleme: Şekillendirmeden sonra, kaba flanş, hassas boyutlar ve pürüzsüz yüzey kalitesi elde etmek için işlenir. Bu, tornalama, frezeleme, delme ve delme gibi süreçleri içerir.
Cıvata Deliklerinin Açılması: Flanşı eşleşen flanşa veya boruya bağlayacak cıvataları yerleştirmek için flanşa delikler açılır.
Yüzey İşlemi: Flanş, korozyon direnci özelliklerini geliştirmek için dekapaj, pasivasyon veya galvanizleme gibi yüzey işleme süreçlerine tabi tutulur.
Kalite Kontrolü: Bitmiş flanş, gerekli standartları karşıladığından emin olmak için boyutsal doğruluk, kaynak kalitesi ve yüzey kalitesi açısından kapsamlı bir şekilde denetlenir ve PN10 DN250 Kaynak Boyunlu Flanşların Avantajları:
Yüksek basınç ve sıcaklık direnci: PN10, 10 bar'lık bir basınç derecesini belirtir ve bu flanşların yüksek basınç koşullarına dayanabileceğini gösterir.
Dayanıklı ve uzun ömürlü: WeldNeck flanşlar, sızıntı veya arıza riskini en aza indirerek güçlü ve güvenli bir bağlantı sağlar.
Kolay kurulum: Bu flanşlar, boruyu yerine yönlendirmeye yardımcı olan ve montajı kolaylaştıran konik bir boyun ile tasarlanmıştır.
Yüksek gerilimli uygulamalar için uygundur: WeldNeck flanşlar, yüksek gerilimli koşulların yaygın olduğu petrol ve gaz, kimya ve petrokimya gibi endüstrilerde yaygın olarak kullanılır.
Çok yönlü bağlantı seçenekleri: WeldNeck flanşlar, kaynak işlemleri kullanılarak borulara veya diğer bileşenlere kolay bağlantıya izin vererek onları çok çeşitli uygulamalar için uygun hale getirir.
PN10 DN250 Kaynak Boyunlu Flanşların Özellikleri:
Boyut: DN250, 250 mm olan flanşın nominal çapını gösterir. Bu boyut, karşılık gelen dış çapa sahip boruları barındırabilir.
Basınç derecesi: PN10 tanımlaması, 10 bar'a kadar bir basınç derecesini belirtir, yani bu flanşlar orta ve yüksek basınçlı uygulamaların üstesinden gelebilir.
Flanş yüz tipi: PN10 DN250 WeldNeck flanşlar, özel gereksinimlere bağlı olarak tipik olarak yükseltilmiş veya düz bir yüze sahiptir.
Malzeme: Bu flanşlar genellikle uygulamaya bağlı olarak paslanmaz çelik, karbon çeliği veya alaşımlı çelik gibi dayanıklı ve korozyona dayanıklı malzemelerden yapılır.
Kaynak gereklilikleri: Adından da anlaşılacağı gibi WeldNeck flanşlar, kaynak bağlantıları için tasarlanmıştır. Güvenli bağlantı için TIG (Tungsten Inert Gas) veya MIG (Metal Inert Gas) kaynağı gibi kaynak işlemleri gerektirirler.
PN10 DN250 Kaynak Boyunlu Flanşların Üretim Süreci:
Malzeme seçimi: Sıcaklık, basınç ve korozyon direnci gibi faktörler dikkate alınarak uygulamanın özel gereksinimlerine göre uygun malzeme seçilir.
Kesme ve şekillendirme: Seçilen malzeme, makaslar, testereler veya plazma kesiciler gibi makineler kullanılarak gerekli şekilde kesilir.
Flanşın oluşturulması: Kesilen malzeme daha sonra hidrolik presler veya dövme çekiçleri gibi aletler veya makineler kullanılarak uygun şekilde kalıplanır veya dövülür.
İşleme: Flanş, istenen boyutları ve yüzey kalitesini elde etmek için tornalama, frezeleme veya delme gibi işleme süreçlerine tabi tutulabilir.
Kaynak hazırlığı: Flanş daha sonra kaynak yüzeylerinin temizlenmesi, pahlanması ve hizalanmasıyla kaynak için hazırlanır.
Kaynak: Flanş, güçlü ve güvenli bir bağlantı sağlamak için TIG veya MIG kaynağı gibi kaynak teknikleri kullanılarak boruya veya bileşene bağlanır.
Muayene ve test: Bitmiş kaynak boyunlu flanş, PN10 DN250 Kaynak Boyunlu Flanşların Avantajlarını karşıladığından emin olmak için kapsamlı bir inceleme ve testten geçer:
Yüksek Basınç Derecesi: PN10 DN250 WeldNeck Flanşlar, maksimum 10 bar veya 145 psi basınca karşılık gelen PN10'a kadar bir basınç derecesine dayanacak şekilde tasarlanmıştır. Bu, onları yüksek basınçlı sıvılar veya gazlar içeren uygulamalar için uygun hale getirir.
Kolay Kurulum: WeldNeck Flanşlar, bitişik borulara kolay hizalama ve kaynak yapılmasına izin veren konik bir göbek ile tasarlanmıştır. Bu, güvenli ve sızdırmaz bir bağlantı sağlar.
Artırılmış Mukavemet ve Dayanıklılık: Bu flanşlar, mükemmel mukavemet ve dayanıklılık sağlayan karbon çeliği veya paslanmaz çelik gibi yüksek kaliteli malzemeler kullanılarak üretilmiştir. Bu, onları çok çeşitli endüstriyel uygulamalar için uygun hale getirir.
Güvenilir Sızdırmazlık: PN10 DN250 WeldNeck Flanşlar, uyumlu bir conta ile birleştiğinde güvenilir bir sızdırmazlık sağlayan işlenmiş bir sızdırmazlık yüzeyi ile birlikte gelir. Bu, sızıntıyı önler ve boru hattı sisteminin bütünlüğünü garanti eder.
PN10 DN250 Kaynak Boyunlu Flanşların Özellikleri:
Boyut Standartları: PN10 DN250 WeldNeck Flanşlar, DIN, ANSI veya EN gibi endüstri standardı boyut özelliklerine göre üretilir. Bu standartlar uyumluluğu ve değiştirilebilirliği sağlar.
Boru Uyumluluğu: DN250, flanşın tasarlandığı borunun nominal boyutunu ifade eder. DN250 flanşlar, dış çapı yaklaşık 273,1 mm (10,75 inç) olan borular için uygundur.
Kaynak Yöntemi: Bu flanşlar, bitişik boruya kaynak yapmak için özel olarak tasarlanmıştır. Flanş göbeği, yumuşak bir geçiş ve kaynak kolaylığı sağlayan eğimli bir uca sahiptir.
Yükseltilmiş Yüz: PN10 DN250 Kaynak Boyunlu Flanşlar tipik olarak flanş yüzeyinde ek sertlik sağlayan ve kurulum sırasında kolay tanımlama ve hizalamaya izin veren yükseltilmiş bir yüz ile gelir.
PN10 DN250 Kaynak Boyunlu Flanşların Üretim Süreci:
Malzeme Seçimi: Üretim süreci, uygulamanın özel gereksinimlerine göre karbon çeliği veya paslanmaz çelik gibi yüksek kaliteli malzemelerin seçimi ile başlar.
Kesme ve Şekillendirme: Hammadde daha sonra kesme takımları ve işleme süreçleri kullanılarak istenen boyutlarda kesilir ve şekillendirilir, doğruluk ve hassasiyet sağlanır.
İşleme: Flanş, delik boyutu, cıvata deliği düzeni ve flanş yüzeyi kaplaması dahil olmak üzere gerekli özelliklere göre işlenir. Bu, bitişik borularla uygun hizalama ve uyumluluk sağlar.
Kaynak: Flanş göbeği, TIG veya MIG kaynağı gibi uygun kaynak teknikleri kullanılarak boruya kaynaklanır. Bu, yüksek basınçlı uygulamalara dayanabilen güçlü ve güvenli bir bağlantı oluşturur.
Yüzey İşlemi: Flanş, herhangi bir safsızlığı gidermek ve genel görünümü ve korozyon direncini iyileştirmek için kumlama veya dekapaj gibi yüzey işleme işlemlerine tabi tutulur.
Kalite Kontrol: Bitmiş flanşlar, boyutsal doğruluk, uygun hizalama ve endüstri standartlarına uygunluğu sağlamak için sıkı kalite kontrol kontrollerinden geçer. Ayrıca, sızıntı direnci ve basınç derecesi açısından test edilirler.
Paketleme ve Teslimat: Son olarak, flanşlar nakliye sırasında zarar görmemesi için özenle paketlenir ve ilgili uygulamalarda montaja hazır olarak müşterilere teslim edilir.

Fabrikamız
Hammadde Boşaltma

Laboratuvar Muayenesi

Dövme&Dövme ve Presleme

Makine İşleme


Kurumsal Yeterlilik Onur